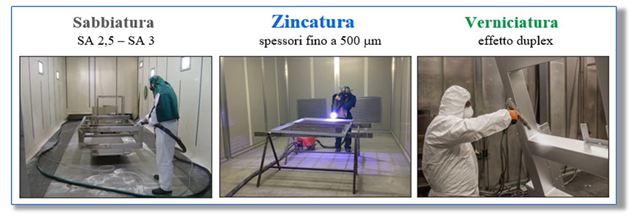
Zincatura a spruzzo
Es ist ein einfaches System, nicht so teuer, einfach durchzuführen, durch die das geschmolzene Zink (Lichtbogen oder Flamme) es wird durch einen Druckluftstrahl zerstäubt und auf der Oberfläche des zuvor zu Weißmetall sandgestrahlten Stahls abgeschieden (sie 2,5 - Zu 3). Es ist das einzige Korrosionsschutzsystem, das Zinkbeschichtungen bis 500 µm dick und garantiert eine längere Roststandzeit als 80 Jahre, ohne Zwischenwartung. Das kann kein anderes System.
Produktivprozess
Das Lichtbogensystem besteht aus einem Generator, der Wechselstrom in Gleichstrom umwandelt, um einen stabilen Lichtbogen zu gewährleisten, einer Pistole, die mit einem Satz Kabel und Schläuche an den Generator angeschlossen ist, die die Zinkdrähte tragen (Elektroden) oder Zn / Al zum Lichtbogen, bei 415°C geschmolzen und Abscheidung der Metallschmelze mit einem Druckluftstrahl a 5,5 Bar.
Im Gegensatz zu Feuerverzinken, das System schaltet sich nach Bedarf ein und aus und der Stromverbrauch ist nur auf den Zeitraum der Aktivität begrenzt. Die Verarbeitung kann manuell oder automatisch erfolgen. Sie können Oberflächen manuell abdecken von 30 a 60 m2/h bei einer Zinkdicke von 100 & mgr; m.
Jedes Stück Stahl kann verzinkt werden
Die Qualität des Stahls ist gleichgültig (beruhigt zu Si oder zu Al); mehr, unterschiedliche Dicken können auf derselben Oberfläche abgeschieden werden. Im Gegensatz zu Feuerverzinken, es sind Verschleppungen von Zn / Al . möglich 85/15 o Zn / Al / Mg oder reines Al je nach Aggressivität der Umgebung.
Keine dimensionale Begrenzung
Stücke mit dünner Dicke, Teile von Brücken oder Windtürmen, Zisternen und Rohre, die nicht feuerverzinkt werden können. Einzige Vorsichtsmaßnahme ist das vorherige Sandstrahlen der Oberfläche, um Rost zu beseitigen, Fette und andere Rückstände, um einen Rauhigkeitsgrad von zu erhalten: out 7-8 µm für Zn-Dicken < 120 & mgr; m – out 11-12 µm für Zn-Dicken > 120 & mgr; m.
Die erhaltenen Beschichtungen sind leicht porös und bestehen aus reinem Zink (keine Fe/Zn-Zwischenschichten); deshalb, sie können mit niedrigviskosen Primern versiegelt werden, die in die Poren eindringen und die Oxidation von Zink reduzieren.
Warum Malerei empfohlen wird
Lackieren hat die Kraft, die Zinkschicht zu isolieren (Stau) vor der Aggression von Umweltkorrosionsmitteln, wodurch sich der Lebenszyklus verdoppelt (Duplex-Effekt). Die Haftung von Lacken wird erleichtert, weil die Zn-Beschichtung eine Rauhigkeit aus weist 4 a 15 & mgr; m.
Wie gehe ich mit Schweißen um?
Das Schweißen kann vor oder nach dem Spritzverzinken erfolgen. Es ist ideal, zuerst das Schweißen durchzuführen, kann aber auch nach der Installation vor Ort durchgeführt werden In jedem Fall, nach dem Schweißen, Es ist notwendig, die Schweißschlacke zu entfernen und dann das Zink zu sprühen. Bei automatischen Schweißprozessen, Zink wird direkt auf den Träger aufgebracht, vorausgesetzt, letztere hat ein T < 200°C.