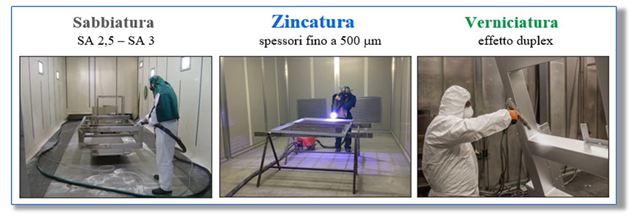
Zincatura a spruzzo
C'est un système simple, pas si cher, facile à réaliser, au moyen duquel le zinc fondu (arc électrique ou flamme) il est nébulisé par un jet d'air comprimé et déposé sur la surface de l'acier préalablement sablé en métal blanc (elle 2,5 - À 3). C'est le seul système anti-corrosion capable de réaliser des revêtements de zinc jusqu'à 500 µm d'épaisseur et garantit une durée de vie plus longue que 80 ans, sans entretien intermédiaire. Aucun autre système ne peut faire la même chose.
Processus productif
Le système d'arc électrique se compose d'un générateur qui transforme le courant alternatif en courant continu, afin d'assurer un arc stable, d'un pistolet connecté au générateur avec un ensemble de câbles et de tuyaux qui transportent les fils de zinc (électrodes) ou Zn/Al à l'arc électrique, fondu à 415°C et dépôt du métal en fusion avec un jet d'air comprimé a 5,5 bar.
A differenza della zincatura a caldo, le système s'allume et s'éteint selon les besoins et la consommation d'électricité est limitée uniquement à la période d'activité. Le traitement peut être manuel ou automatique. Vous pouvez couvrir manuellement les surfaces de 30 une 60 m2/h avec une épaisseur de zinc de 100 um.
Toute pièce d'acier peut être galvanisée
La qualité de l'acier est indifférente (calmé à Si ou à Al); Suite, différentes épaisseurs peuvent être déposées sur la même surface. A differenza della zincatura a caldo, il est possible de réaliser des reports de Zn/Al 85/15 o Zn/Al/Mg ou Al pur selon l'agressivité du milieu.
Aucune limite dimensionnelle
Pièces avec des épaisseurs minces, parties de ponts ou de tours à vent, citernes et tuyaux qui ne peuvent pas être traités par zingage à chaud. La seule précaution est le sablage préalable de la surface afin d'éliminer la rouille, graisses et autres résidus, afin d'obtenir un degré de rugosité de: dehors 7-8 µm pour les épaisseurs de Zn < 120 um – dehors 11-12 µm pour les épaisseurs de Zn > 120 um.
Les revêtements obtenus sont légèrement poreux et composés de zinc pur (pas de couches intermédiaires Fe/Zn); donc, ils peuvent être scellés avec des apprêts à faible viscosité qui pénètrent dans les pores et réduisent l'oxydation du zinc.
Pourquoi la peinture est recommandée
La peinture a le pouvoir d'isoler la couche de zinc (effet de barrière) de l'agression des agents corrosifs de l'environnement, avec pour résultat que le cycle de vie est doublé (effet Duplex). L'adhérence des peintures est facilitée car le revêtement Zn a une rugosité de 4 une 15 um.
Comment gérer le soudage
Le soudage peut être effectué avant ou après la galvanisation par pulvérisation. Il est idéal d'effectuer le soudage en premier, mais elle peut aussi être réalisée après installation sur site Dans tous les cas, après soudage, il faut sabler pour enlever les scories de soudure puis pulvériser le zinc. Dans les procédés de soudage automatique, le zinc est appliqué directement sur le support, à condition que ce dernier ait un T < 200°C.