Il processo di zincatura a spruzzo è semplice ed efficace può essere applicato in officina o in cantiere per il ripristino di oggetti arrugginiti. Esso consiste nella spruzzatura di zinco fuso all’arco elettrico, nebulizzato e depositato sul supporto, preventivamente pulito, da un getto di aria compressa a 5,5 bar. Si ottiene così un rivestimento di zinco che svolge una duplice funzione protettiva: passiva isolando l’acciaio sottostante dall’ambiente esterno e attiva o sacrificale in quanto lo zinco si consuma al posto del ferro.
Lo zinco, l’alluminio e loro leghe devono rispettare le orme EN ISO 14919-2001, la distanza media tra pistola e supporto è di 15-25 cm, la deposizione del metallo avviene per movimenti incrociati fino ad ottenere lo spessore voluto.
Rispetto ad altre tecniche anticorrosive la metallizzazione (zincatura o alluminatura a spruzzo) presenta numerosi vantaggi: nessuna limitazione delle dimensioni dei manufatti da trattare, nessun rischio di deformazione perché la superficie del supporto, diversamente dalla zincatura a caldo, non subisce deformazioni dovute alla temperatura; la diversa composizione dell’acciaio non presenta alcun problema e soprattutto è facile da verniciare.
Gli spessori dei rivestimenti possono variare: per lo zinco da 50µ a 300µ fino a 500µ e per l’alluminio da 100µ a 300µ. La rugosità del rivestimento favorisce l’aderenza del successivo rivestimento organico (pitture- vernici) senza alcun pretrattamento chimico e/o meccanico.
La metallizzazione deve essere eseguita dopo la sabbiatura tenendo conto:
Ambiente:
– 6 ore dopo se l’ambiente di lavoro è protetto e ventilato;
– 3 ore dopo se il lavoro viene eseguito all’aperto e in atmosfera secca;
– 30 min dopo se il lavoro viene eseguito all’aperto e con tempo umido.
Umidità:
– 6 ore se l’umidità massima è 60%
– 4 ore se l’umidità massima è 75%
– 2 ore se l’umidità massima è 85%
Bisogna proteggere l’acciaio dalle intemperie come la pioggia, il vento e il freddo, a questo proposito la temperatura indicativa dell’acciaio deve essere >3°C al punto di rugiada.
Pretrattamento della superficie secondo la norma EN ISO 13507:2001
Prima di sabbiare assicurarsi che la superficie sia pulita, esente da oli e grassi e che sia ruvida. L’obiettivo della sabbiatura è quello di eliminare le impurezze dalla superficie (tracce di pitture preesistenti, ruggine, scaglie di lamiera, ossidi ecc.) e ottenere un grado di rugosità indispensabile per l’aderenza di zinco, alluminio e/o loro leghe. Il grado di purezza (norme EN ISO 8501-1:2001) va da un minimo SA 2,5 (metallo quasi bianco 96%) a SA3 (metallo bianco 99%). Il profilo di rugosità è (misurato) con il rugosimetro):
Ra 7-8µ per un rivestimento < 120µ,
Ra 11-12µ per un rivestimento >120µ,
Rz da 50 a 85µ
E’ preferibile usare graniglia di acciaio (angolosa) o di ghisa, oppure corindone. L’aria compressa deve essere secca e libera da impurezze. Dopo la sabbiatura spolverare. Il profilo di sabbiatura deve essere <50µ <100µ e la graniglia deve essere esente da silicio ed avere una granulometria 0,5-1,5 mm.
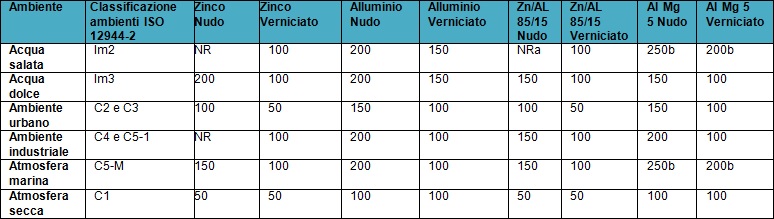
Per determinare la corrosività dell’atmosfera si ricorre alla norme:
EN ISO 12944-1 e En ISO 12944-2
Direttiva Spessori minimi (µ) raccomandati:
Controlli:
– Verificare l’assenza di ruggine o impurezze secondo EN ISO 8501: 2001,
– Misurare il grado di rugosità on il rugosimetro,
– Verificare se la superficie è stata ben spolverata secondo EN ISO 8502-3:1995
Raccomandazioni:
a) Controllo della qualità del rivestimento quali: misurazione degli spessori, aspetto esteriore e aderenza secondo la norma EN ISO 2063:2005.
b) Stoccaggio in ambiente secco; il trasporto al colorificio per la pitturazione deve essere protetto perché l’umidità potrebbe creare problemi di sfogliamento del rivestimento, per cui è consigliato eseguire la verniciatura nello stesso luogo. Eseguire la verniciatura il più rapidamente possibile, se in cantiere entro 4 ore, in officina entro e non oltre le 24 ore.